Tekniske parametre
| Vare | 0,38 mm | 0,76 mm |
| Krav til udseende |
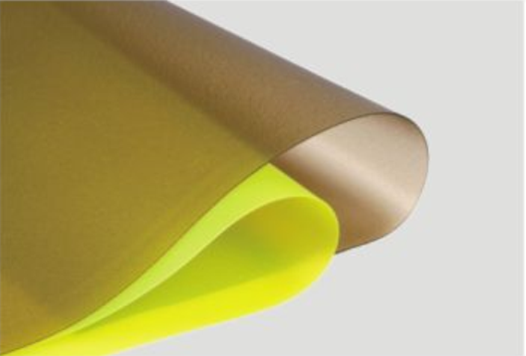
| Udseende | Akromisk eller gullig gennemsigtig film med jævn overflade uden ridser eller fold |
| 1.2 A-formet urenheder og blister |
| <0,5 mm | Tilladt til at eksistere spredt |
| >0,5 mm × 1,5 mm | Ikke mere end 8 ener for hver rulle | Ikke mere end 5 ener for hver rulle |
| Marker dem, og tilføj 1 m på hvert sted. |
| 2.Geometrisk størrelse | | |
| 2.1 Tykkelse (mm) | 0,38±0,015 | 0,76±0,02 |
| 2.2Jævnhed | Den tværgående tykkelsesafvigelse inden for en afstand på 25 mm ~ E overstiger ikke 15 um;
Den tværgående tykkelsesafvigelse inden for en afstand på 50 mm ~ E overstiger ikke 20 um |
| 2,3 Længdetolerance(m) | Ikke mindre end mærket længde |
| 2.4 Breddetolerance (mm) | 0-20 |
| 3.Fugtindhold( % ) | 0.35 一 0.55 |
| 4. Trækstyrke (MPa) | ≥20 |
| 5. Forlængelse ved brud( % ) | ≥200 |
| 6. Haze ratio( % ) | ≤0,6 |
| 7. Krympeprocent (60~C / 15 min)( % ) | ≤8 |
Yderligere bemærkninger:
Det laminerede glas med forskellig anvendelse har forskellig tykkelse af mellemfilm.
Brug proces
Skæring, rensning og bearbejdning af glas
Indsnittet af den oprindelige side skal være passende i skæringen for at give en tilfredsstillende kantafskalningseffekt. Dimensionen skal være præcis uden forskel større end 2 mm, så der ikke dannes blærer på grund af ujævn kant. Den afskårne glaskant skal slibes og derefter rengøres med pladeskive. Den rensede glasoverflade må ikke have resterende olieagtig snavs eller andre urenheder. Det sidste trin af rensningen skal bruge blødgjort vand, så der ikke dannes affald på grund af lav bindingsstyrke. Det rensede glas skal tørres og stilles til afkøling til stuetemperatur før brug.
Bearbejdningsteknik
Behandlingsmiljøet skal have en temperatur på 20-25 ℃ og en luftfugtighed på 25 % (18 - 23 % for bilglas) og skal være fuldstændig indelukket og rent uden støv. Arbejderne skal bære antistatisk tøj. Før sammenlægning skal PVB-filmen opbevares i 24 timer i omgivelserne i sammensmeltningsrummet. Ved sammensmeltning spredes filmen på glas og glattes ud for at blive flettet sammen med glas, med trimmetillæg kontrolleret som ca. 2-3 mm. Arbejderne skal tage strenge forholdsregler mod overlapning af film, og skal ved trimning nøje beskytte sig mod at trække i film for at forårsage krympning af lim. Brug aldrig hånden direkte til at holde glas eller film for at producere fingeraftryk, der forårsager blærer og klæbemiddelsvigt.
Proces med forbelastning ved vakuum
Teleskop det sammensmeltede glas ind i en vakuumpose eller en vakuumgummiring, koldtræk i 2-15 minutter, begynd at opvarme til 95 ℃ -105 ℃ og hold i 20-45 min., afkøl til 60 ℃, før du fjerner vakuumposen eller vakuumgummiringen for at fuldføre forudindlæsningen . Hold en vakuumtæthed på over 650 mmHg under hele forbelastningsprocessen, og tag strenge forholdsregler mod luftlækage, så forspændingseffekten ikke påvirkes, og der dannes blærer i færdige produkter.
Processen med rullemetode
Sæt det sammensmeltede glas på præformer for at komme ind i den første rullende kompression, sæt det derefter i termostat, og start den anden rullende kompression, udstødning, tætningskant for at afslutte dette kursus. Efter at have forladt den anden rulle, skal omkredsen af glas have en komplet ring af gennemsigtig strimmel for at forsegle kanten, for at gassen i autoklaven ikke skal strømme tilbage for at producere blærer. Andre positioner kan have jævnt spredt opacitet. Afstanden på den første gummivalse skal være ca. 1,5 mm mindre end glassets integrerede tykkelse, og trykket skal være 0,4-0,5 MPa. Afstanden på den anden gummivalse skal være ca. 2 mm mindre end glassets integrerede tykkelse, og trykket skal være 0,4-0,7Mpa. Temperaturen på glasoverfladen, når den går under den første gummivalse, skal kontrolleres strengt som 20℃-40℃, for at for høj temperatur ikke skal forårsage for tidlig kantforsegling og få den indvendige gas til at undlade at blive udluftet; temperaturen på glasoverfladen, når glasset kommer ud af den anden gummivalse, skal kontrolleres strengt som 50℃-68℃. Temperaturen på glasoverfladen skal kontrolleres nøje for at forhindre for høj eller for lav temperatur. For at producere skal operatørerne forberede det nødvendige glas og den film, der er i overensstemmelse med glasspecifikationen på forhånd for at producere så kontinuerligt som muligt, for at ikke for voldsomme temperaturudsving i termostaten på grund af lange intervaller skulle umuliggøre nøjagtig kontrol af temperaturen på glasoverfladen og derved påvirke forbelastningen effekt og forårsager vabler i færdige produkter.
Fremgangsmåde til fremstilling af færdigt produkt med højt tryk
Placér glasset, som er forspændt og har luftudluftet lodret på beslaget, med glasspænd på mere end 5 mm. Efter at glasset er sat i autoklaven, forsegle døren, derefter først varmes op for at gøre temperaturen i autoklaven op til 45 ℃, og opvarme og sættes under tryk samtidigt. I det første trin er temperaturen 60℃-80℃-, og trykket er 0,6Mpa - 0,8Mpa. Hold temperaturen i 40-60 minutter, efter at den når 125 ℃ - 135 ℃ og trykket når 1.10Mpa-1.25Mpa. Dvæl derefter og afkøl til 40 ℃, og begynd at dekomprimere til barometertryk for at afslutte højtryksdannelsen. Temperaturen ved opvarmning, tryksætning og dekomprimering skal kontrolleres nøje for at forhindre blærer i lamineret glas.